
Внутренние гидрошпонки











Гидроизоляционные шпоночные материалы - это полимерные или каучуковые профилированные уплотнители, которые широко используются в опалубочных и строительных бетонно-блочных технологиях. Специфика применения, это обустройство деформационных подвижных швов, снятие внутренних механических и температурных напряжений в бетонных монолитных конструкциях.
От шовных герметиков ленточного типа гидрошпонки отличаются разнообразием профилировок, обеспечивающих надёжную герметизацию сопряжения и полноценную гидроизоляцию.
Внутренние гидрошпоночные герметики располагаются непосредственно в теле несущего арматурного каркаса. После твердения бетонного раствора в полости шва просматриваются их центральные части. Для дополнительной защиты от влаги открытые фрагменты обрабатываются влагонепроницаемыми битумными или силиконовыми мастиками.
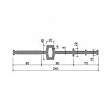
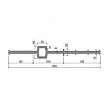
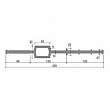
Что собой представляет гидроизоляционная шпонка?
Особенности монтажа внутренних гидрошпонок
Шпоночная гидроизоляция в обязательном порядке укладывается и фиксируется симметрично по отношению к осям герметизированных монтажных швов.
-
Монтировать внутренние шпонки значительно сложнее, поскольку в разрезной опалубке они устанавливаются между нижними и верхними ярусами несущего каркаса.
-
На элементах каркаса они фиксируются мягкой вязальной проволокой, с интервалами от 200 до 250 мм.
-
Шпонки прокалываются на расстоянии между кромкой и краевым анкером. Категорически исключается чередование в одном гидроизоляционном контуре внутренних и наружных шпонок.
-
Установка и бетонирование внутренних шпонок в деформационных швах существенно не отличается от создания технологических.
-
Важно, чтобы выбранная монтажная технология соответствовала требованиям проектной документации, а в процессе бетонирования шпонка не сместилась от заданного положения.
Сварка ленточных герметиков возможна непосредственно на строительной площадке. Сложные по профилям и конфигурации переходные детали лучше купить или заказать у производителя. Сваривать ленты между собой можно прямо на строительной площадке, при условии температуры окружающей среды от + 5 градусов и отсутствии атмосферных осадков. Для увеличения производительности и качества сварочного процесса рекомендован перечень инструментов и специальной оснастки:
-
приспособление для выравнивания и прижима шпонки, универсальное или для конкретного материала;
-
сварочный аппарат со стабильной температурой на рабочей кромке от 180 до 200 градусов Цельсия.
При соблюдении всех пунктов сварочной технологии удаётся получить прочное и максимально надёжное монолитное соединение двух отдельных фрагментов.
Звоните прямо сейчас по номеру